-

枣庄市荣森机械制造有限公司
主营:脱硫石膏生产设备,石膏粉煅烧设备,脱硫石膏煅烧设备 - 18363244430

枣庄市荣森机械制造有限公司
主营:脱硫石膏生产设备,石膏粉煅烧设备,脱硫石膏煅烧设备 11
11
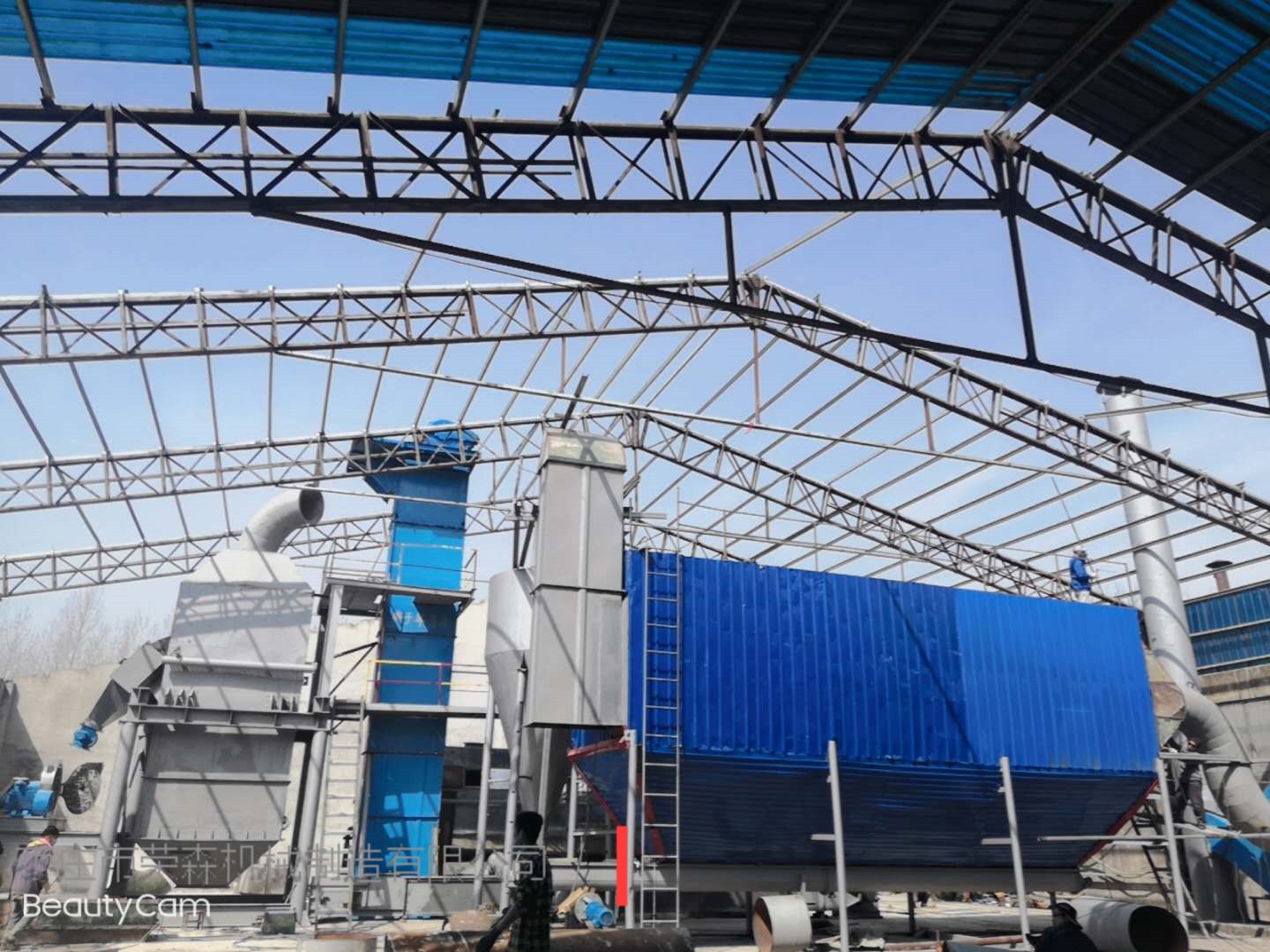
工艺顺序介绍:上料铲车将原料送入1号进料斗,进料斗配备振打电机和2号皮带称,2号皮带称会根据预先输入设计好的参数进行送料,误差不**过0.5吨/小时。 脱硫石膏原料通过4号皮带输送机进入5号桨叶干燥机,桨叶干燥机适用于利用导热油、蒸汽等介质进行烘干。 经过烘干后的原料经过6号提升机进入7号脱硫石膏煅烧炉内煅烧,该煅烧炉采用流态化煅烧,保证了煅烧的均匀性。 煅烧后的半成品进入8号磨机改性粉磨,再通过9号提升机进入10号成品仓。在成品仓陈化3天后,11号双嘴包装机完成包装。 生产过程中产生的粉尘主要来源有三处,一处为烘干阶段,由13号旋风分离器和14号脉冲布袋除尘器进行处理,过滤出的脱硫石膏再通过15号螺旋输送机回到桨叶干燥机内。*二处为煅烧阶段,由16号旋风分离器和17号脉冲布袋除尘器进行处理,过滤出的脱硫石膏再通过19号刮板输送机回到6号提升机。*三处为气流输送阶段,粉尘通过21号仓**除尘器处理,确保生产车间无粉尘排放。 热源配置 类型 天、然气 热值 ≥8200kcal 所需导热油温度 180℃-220℃ 使用量 (生产1吨成品需约30m³天、然气)